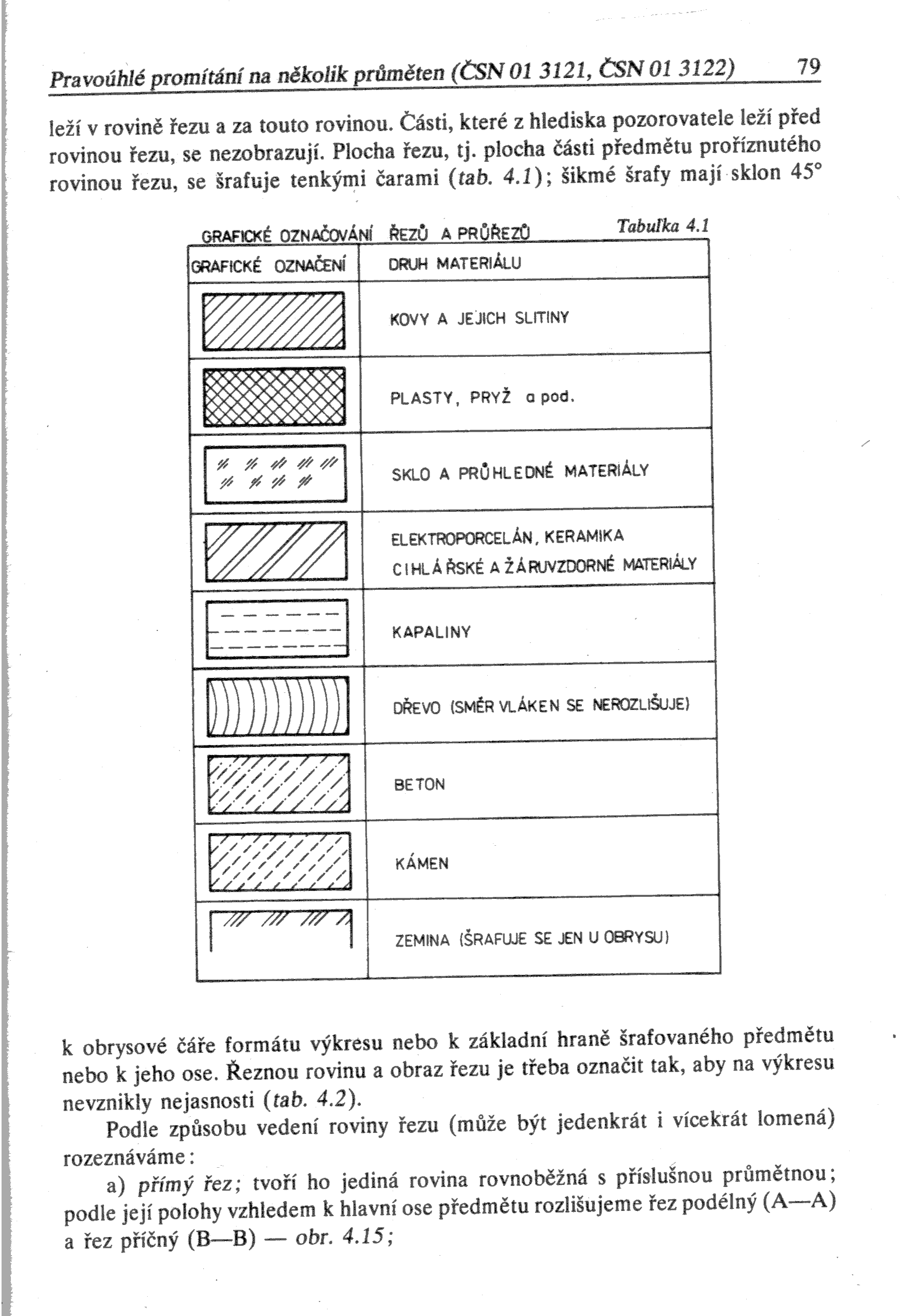
Grafické označování řezů a průřezů.
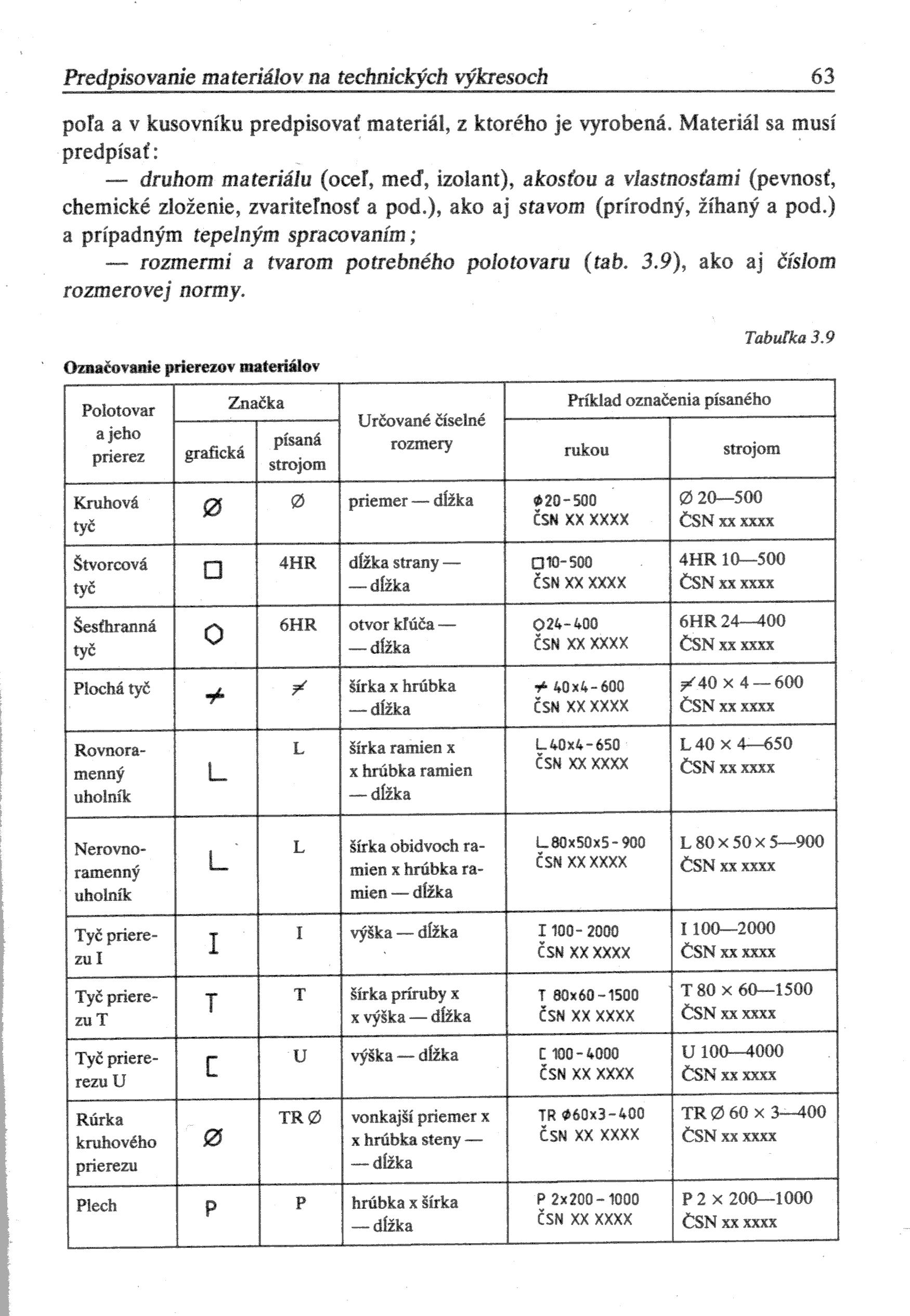
Označování přířezů materiálů.
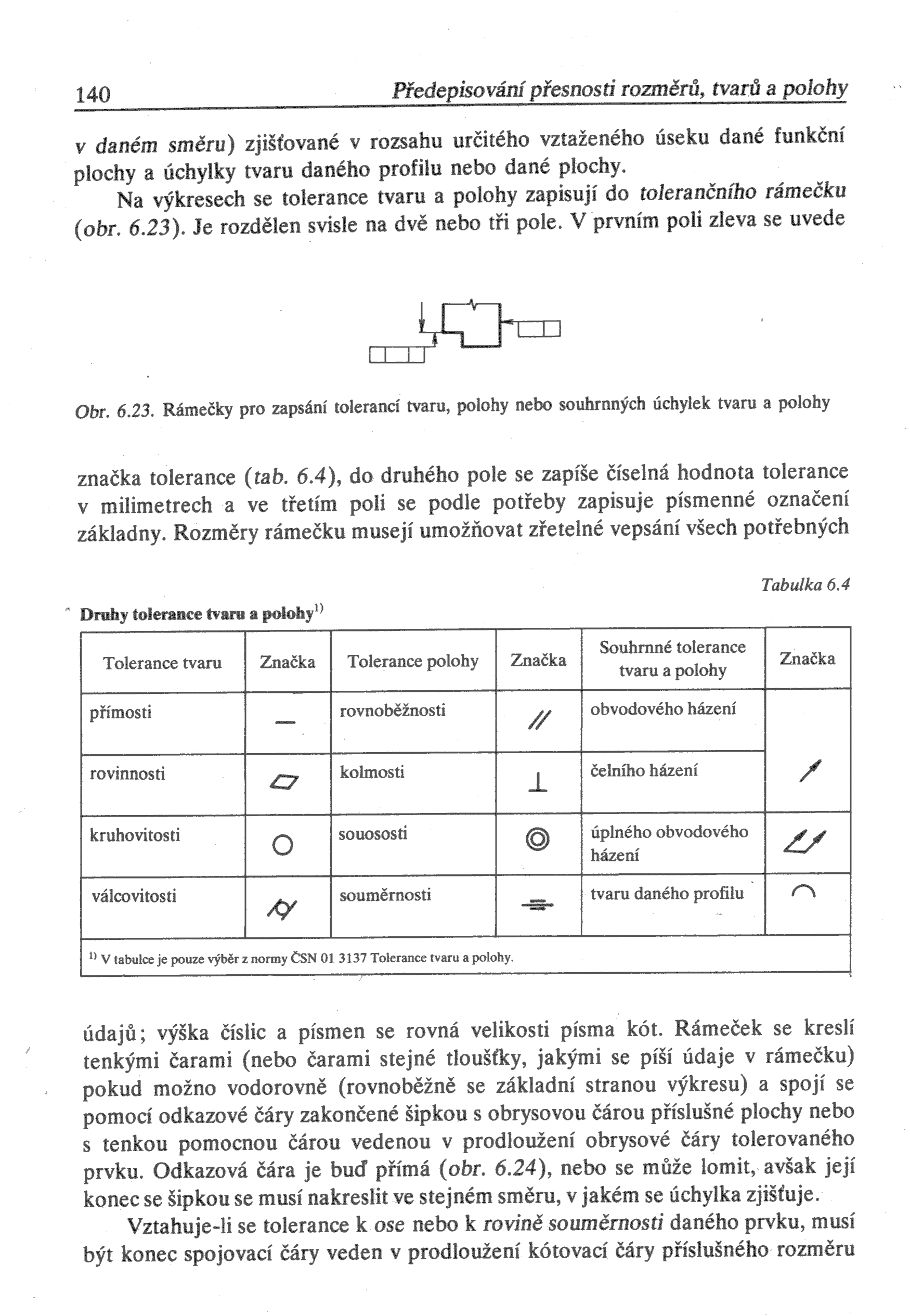
Druhy tolerance tvaru a polohy.
| závit | průměr hlavy šroubu s válcovou hlavou ČSN 02 1131 |
vnější průměr podložky pro šrouby s válcovou a půlkulatou hlavou ČSN 02 1703 |
rozměr klíče (ne pro malé matice) |
průměr díry pro řezání vnitřního závitu |
průměr dříku pro řezání vnějšího závitu |
matice přesná šestihranná : | díry pro šrouby: ČSN 02 1050 |
stoupání závitu standardní (π⋅D/s) |
|||
|---|---|---|---|---|---|---|---|---|---|---|---|
| malý průměr | normální, výška | nízká, výška | průměr díry jemná H12 | zkosení hrany díry ×45° | |||||||
| M2 | 3,6 mm | 4,5 mm | 4 mm | 1,7 mm | - mm | 1,567 mm | 1,6 mm | 1,2 mm | 2,2 mm | 0,15 mm | 0,4 mm (15,7) |
| M2,5 | 4,5 mm | 5 mm | 4,5 mm | 2,1 mm | - mm | 2,013 mm | 2 mm | 1,6 mm | 2,7 mm | 0,15 mm | 0,45 mm (17,5) |
| M3 | 5 mm | 6 mm | 5,5 mm | 2,5 mm | - mm | 2,459 mm | 2,4 mm | 1,6 mm | 3,2 mm | 0,2 mm | 0,5 mm (18,8) |
| M4 | 7 mm | 8 mm | 7 mm | 3,3 mm | 3,9 mm | 3,242 mm | 3,2 mm | 2 mm | 4,3 mm | 0,3 mm | 0,7 mm (18) |
| M5 | 8,5 mm | 9,5 mm | 8 mm | 4,2 mm | 4,8 mm | 4,134 mm | 4 mm | 2,5 mm | 5,3 mm | 0,3 mm | 0,8 mm (19,6) |
| M6 | 10 mm | 11 mm | 10 mm | 5,0 mm | 5,8 mm | 4,917 mm | 5 mm | 3 mm | 6,4 mm | 0,3 mm | 1 mm (18,8) |
| M8 | 12,5 mm | 14 mm | 13 mm (14 mm) | 6,7 mm | 7,8 mm | 6,647 mm | 6 mm | 5 mm | 8,4 mm | 0,5 mm | 1,25 mm (20,1) |
| M10 | 15 mm | 18 mm | 17 mm | 8,4 mm | 9,75 mm | 8,376 mm | 8 mm | 6 mm | 10,5 mm | 0,5 mm | 1,5 mm (20,9) |
| M12 | 18 mm | 20 mm | 19 mm | 10,1 mm | 11,7 mm | 10,106 mm | 10 mm | 7 mm | 13 mm | 1 mm | 1,75 mm (21,5) |
Některé součásti „nemetrických“ rozměrů lze nalézt na adrese
Colin's Mechanical Data
Page, nebo v článku "Závity v palcových mírách",
autor Fr. Louda, v časopise ARadio konstrukční elektronika, ročník
1996, číslo 2, strany 73 – 75. Školní dokument SAO -
dílenské cvičení ZÁMEČNICKÁ DÍLNA OSNOVA. Die
Hoffmann Group Schnittwert-Tabellen. Metrický závit
- Wikipédia. Rozměry
předvrtaných otvorů pro závity. Šroub ::
MEF. O technologii spojů pomocí Vrutů. Nemetrické závity viz
: Thread Dimensions
(Machining Doctor). Portál pro strojní konstruktéry (praktické informace
ZÁVITY).
| závit | M2 | M2,5 | M3 | M4 | M5 | M6 | M8 | M10 |
|---|---|---|---|---|---|---|---|---|
| průměr hlavy ≤ [mm] | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 |
| výška hlavy ≤ [mm] | 1,72 | 2,12 | 2,52 | 3,25 | 3,95 | 4,75 | 6,15 | 7,5 |
| šroubovák PHILLIPS # | 1 | 1 | 1 | 2 | 2 | 3 | 4 | 4 |
| průměr drážky PH [mm] | 2,5 | 2,7 | 3,1 | 4,6 | 5,3 | 6,8 | 9,0 | 10,2 |
| průměr drážky PZ [mm] | 2,4 | 2,6 | 3,0 | 4,3 | 5,0 | 6,7 | 8,8 | 9,9 |
| délka závitu [mm] | dostupné v délkách | |||||||
| 5 | X | X | X | X | ||||
| 6 | X | X | X | X | X | |||
| 8 | X | X | X | X | X | X | ||
| 10 | X | X | X | X | X | X | X | |
| 12 | X | X | X | X | X | X | X | X |
| 16 | X | X | X | X | X | X | X | X |
| 18 | X | X | X | X | X | X | X | X |
| 20 | X | X | X | X | X | X | X | X |
| 22 | X | X | X | X | X | X | X | |
| 25 | X | X | X | X | X | X | X | |
| 30 | X | X | X | X | X | X | ||
| 35 | X | X | X | X | X | |||
| 40 | X | X | X | X | X | |||
| 45 | X | X | X | X | ||||
| 50 | X | X | X | X | ||||
| 55 | X | X | X | |||||
| 60 | X | X | X | |||||
| 65 | X | X | ||||||
| 70 | X | X | ||||||
| 80 | X | X | ||||||
| 85 | X | |||||||
| 90 | X | |||||||
| 100 | X | |||||||
Pohon šroubu (drážka v hlavě šroubu) viz List of screw drives. Torx. Křížák neexistuje. Průvodce spojovacím materiálem II - KUTIL.cz. Hlava šroubu viz Je libo zapuštěná, půlkulatá nebo šestihranná? Průvodce spojovacím materiálem I - KUTIL.cz,
| třída přesnosti | druh rozměru | rozsah jmenovitých rozměrů od — do [mm] | |||||
|---|---|---|---|---|---|---|---|
| 0,5 — 3 | 3 — 6 | 6 — 30 | 30 — 120 | 120 — 315 | 315 — 1000 | ||
| přesná f |
vnější rozměry | 0 −0,1 |
0 −0,1 |
0 −0,2 |
0 −0,3 |
0 −0,4 |
0 −0,6 |
| vnitřní rozměry | +0,1 0 |
+0,1 0 |
+0,2 0 |
+0,3 0 |
+0,4 0 |
+0,6 0 |
|
| jiné délkové rozměry | ±0,05 | ±0,05 | ±0,1 | ±0,15 | ±0,2 | ±0,3 | |
| střední implicitní, není-li na výkresu uvedeno jinak m |
vnější rozměry | 0 −0,2 |
0 −0,2 |
0 −0,4 |
0 −0,6 |
0 −1 |
0 −1,6 |
| vnitřní rozměry | +0,2 0 |
+0,2 0 |
+0,4 0 |
+0,6 0 |
+1 0 |
+1,6 0 |
|
| jiné délkové rozměry | ±0,1 | ±0,1 | ±0,2 | ±0,3 | ±0,5 | ±0,8 | |
| hrubá c |
vnější rozměry | 0 −0,3 |
0 −0,4 |
0 −1 |
0 −1,6 |
0 −2,4 |
0 −4 |
| vnitřní rozměry | +0,3 0 |
+0,4 0 |
+1 0 |
+1,6 0 |
+2,4 0 |
+4 0 |
|
| jiné délkové rozměry | ±0,15 | ±0,2 | ±0,5 | ±0,8 | ±1,2 | ±2 | |
| velmi hrubá v |
vnější rozměry | 0 −0,3 |
0 −1 |
0 −2 |
0 −3 |
0 −4 |
0 −6 |
| vnitřní rozměry | +0,3 0 |
+1 0 |
+2 0 |
+3 0 |
+4 0 |
+6 0 |
|
| jiné délkové rozměry | ±0,15 | ±0,5 | ±1 | ±1,5 | ±2 | ±3 | |
ISO 2768-1, ISO 2768-1:1989(en) , Tolerance netolerovaných rozměrů, Technická dokumentace, Kvalitativní parametry v obrazové dokumentaci.
Stránka Ferona online - Značení ocelí.
Bimetallic
Corrosion, Corrosion
good practice guides - NPL, Galvanic corrosion -
Wikipedia.
Galvanická koroze kovů I. – kdy vám hrozí a jak jí zamezit? - KUTIL.cz,
Galvanická koroze kovů II. – zvolte správnou kombinaci materiálů - KUTIL.cz.
Grafické označování řezů a průřezů.
Označování přířezů materiálů.
Druhy tolerance tvaru a polohy.
Podle knihy Ján Veselovský a kolektiv, Technické kreslenie, Alfa + SNTL.
… písaného strojom: tyč kruhová '⌀ 20‒500'; tyč čtyřhranná '4HR 10‒500'; tyč šestihranná '6HR 24‒400'; tyč plochá '≠ 15×5‒6000'; úhelník rovnoramenný 'L 40×4‒650'; úhelník nerovnoramenný 'L 80×50×5‒900'; tyč I 'I 100‒2000'; tyč T 'T 80×60‒1500'; tyč U 'U 100‒4000'; trubka 'TR ⌀60×3‒400'; plech 'P 2×200‒1000'.
Podle zkušeností z praxe a doplněno podle článku „Svépomocný čistič kontaktů“ autora Karel Janoušek, uveřejněný v rubrice „Jednoduchá zapojení pro volný čas“ v časopise Praktická elektronika, ročník 2008, číslo 2, strany 6 a 7.
| použití | líh technický | isopropylalkohol čistý | olej parafinový medicinální | mýdlo, jar, soda (1) | voda destilovaná technická | poznámka |
|---|---|---|---|---|---|---|
| čištění kontaktů | - | 100 % | - | - | - | |
| 100 % | - | - | - | - | ||
| čištění páskové dráhy a hlav magnetického záznamu (mgf., disky, video a pod.) | - | 100 % | - | - | - | |
| čištění médií CD a DVD | - | 25 % | - | - | 75 % | Na vlastní odpovědnost, viz |
| mytí drobných mechanických dílů (otočné vzduchové kondenzátory, převody) | 5 % | - | - | 2 až 5 % | do 100 % | Umýt, ihned vysušit, ihned namazat nebo konzervovat! |
| konzervování | - | do 100 % | ≤ 2 % | - | - | |
| mazání kontaktů přepínačů ISOSTAT | - | do 100 % | ≤ 5 % | - | - | |
| čištění zaplavené elektroniky | - | ✓ | ✓ | ✓ | ✓ | Čištění elektroniky po záplavě |
(1) Neionogenní tenzid, Chemie pro šílence 32. Z pěny zrození, soda, uhličitan sodný N2CO3, Chemie pro šílence 34. Soda nad zlato..
(2) Citace ze dne 2014-02-26 a
stránky http://www.verbatim-europe.cz/cz_17/support.html?con=50 :
Jak mám s disky CD zacházet a jak je mám uchovávat?
Pozor, některé složky jsou hořlavé kapaliny I. třídy nebezpečnosti! Nařízení (ES) č. 1272/2008 o klasifikaci a označování látek a směsí. Je nezbytné seznámit se s příslušnými bezpečnostními pravidly a přesně je dodržovat nejen při práci, použití, manipulaci, přepravě, likvidaci, skladování, atd. Před zapnutím přístroje je třeba nechat ošetřované díly zcela vyschnout.
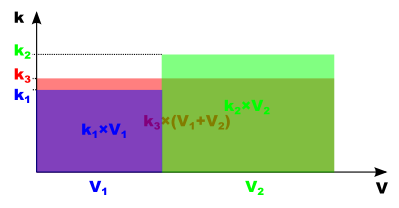
Znázornění směšovací rovnice graficky. Součet ploch.
Ředění roztoků popisuje směšovací rovnice:
k1 × V1 + k2 × V2 = k3 × (V1 + V2)
kde V jsou objemy a k jsou koncentrace. Koncentrace je poměr množství látky ku celkovému objemu směsi. Na levé straně rovnice jsou složky a na pravé straně rovnice je směs. Je-li složka čistá, pak k = 1. Odkazy na Internetu o ředění roztoků: VÝPOČTOVÉ ÚLOHY K UČIVU O ROZTOCÍCH, Roztoky.
PORADNA na UHU.cz, obsahuje také:
Výbuchy v laboratořích, aneb zrádný isopropylalkohol :: Třetí Ruka: … Právě z tohoto důvodu je např. v USA isopropylalkohol (neboli 2-propanol) zařazený z hlediska možné tvorby peroxidů do patřičné skupiny a skladovaný by měl být v laboratorních podmínkách s vyloučením světla a tepla a ne déle než 12 měsíců po prvním otevření balení. …
Cílem pájení v elektrotechnice je vytvoření spojení pájených dílů s dobrou elektrickou vodivostí, s dostatečnou mechanickou pevností a dlouhou životností. Pájené díly, pájka, tavidlo, pájedlo. Dodavatelé materiálů (nejen) pro pájení ELCHEMCo, Pájky | Kovohutě Příbram.
Teplota tavení pájky: pro měkké pájení < 450 °C (základ složení pájky Sn, Pb), pro tvrdé pájení > 450 °C (základ složení pájky Al, Ag, Cu-P, CuZn). Pájka pro měkké pájení, slitina z 60% Sn + 40% Pb má teplotu tavení 185 °C.
Normy pro tavidla: ČSN EN 29454-1 Tavidla pro měkké pájení. Klasifikace a požadavky. Část 1: Klasifikace, označování a balení; DIN EN 61190-1-1 attachment materials for elektronic assmebly.
| typ | základ | aktivátor | skupenství |
|---|---|---|---|
| 1 pryskyřice | 1 kalafuna |
1 bez aktivátoru |
A tekuté |
| 2 syntetická pryskyřice (bez kalafuny) |
|||
| 2 s halogenidy |
|||
| 2 organické |
1 vodou rozpustné |
||
| 3 bez halogenidů |
|||
| 2 vodou nerozpustné |
B pevné, tuhé |
||
| 3 anorganické |
1 soli |
1 chlorid amonný (NH4Cl, salmiak) |
|
| 2 bez chloridu amonného |
|||
| 2 kyseliny |
1 fosforečná kyselina |
C pasta |
|
| 2 ostatní kyseliny |
|||
| 3 zásady |
1 aminy a nebo amoniaky |
Příklad označení: DIN EN 29454-1 / 3.1.1.C
| DIN 8511 | EN 29454 |
|---|---|
| Tavidlo, jehož zbytky způsobují korozi | |
| F-SW-11 | 3.2.2 |
| F-SW-12 | 3.1.1 |
| F-SW-13 | 3.2.1 |
| Tavidlo, jehož zbytky mohou působit za určitých podmínek korozivně | |
| F-SW-21 | 3.1.1 |
| F-SW-22 | 3.1.2 |
| F-SW-23 | 2.1.3 nebo 2.2.1 nebo 2.2.3 |
| F-SW-24 | 2.1.1 nebo 2.1.3 nebo 2.2.3 |
| F-SW-25 | 2.1.1 nebo 2.2.2 |
| F-SW-26 | 1.1.2 |
| F-SW-27 | 1.1.3 |
| F-SW-28 | 1.2.2 |
| Tavidlo, jehož zbytky nepůsobí korozivně | |
| F-SW-31 | 1.1.1 |
| F-SW-32 | 1.1.3 |
| F-SW-33 | 1.2.3 |
| F-SW-34 | 2.2.3 |
Vytvořeno podle dokumentu STANNOL technické informace Standards for soldering fluxes. Aby se příště ověřilo tvrzení „taky obchodníka“ o nekorozivnosti tavidla. Technický list k výrobku MTL-468 (klasifikace 1.1.2.C), Technický list k výrobku MTV-125R (klasifikace 2.1.2.C).
Dokument NASA-STD-8739.3 SOLDERED ELECTRICAL CONNECTIONS; Diplomová práce Bc. Lenka Smeliková, KONTROLA KVALITY PÁJENÉHO SPOJE A DESIGN OF EXPERIMENTS U STROJNÍHO PÁJENÍ VLNOU. Instruktážní videa Basic Soldering Lessons 1 - 9, 1958 "ABOVE AND BEYOND" NASA SOLDER & SOLDERING TECHNIQUES ELECTRONICS INSTRUCTIONAL FILM XD48824, HAND SOLDERING 1944 SOLDERING IRON TRAINING FILM 54014.
Basic Info on Tin Whiskers, Tin Whiskers: Revisiting an Old Problem - Tin-Whiskers.pdf. Cínové vlasy aneb bezolovnatá technologie v praxi 1 – Elektronika.
Dráty lakované polyuretanovými laky jsou pájitelné; je možné je pájet bez odstraňování laku. Při teplotách > 340 °C mizí lakový povlak díky nízké tepelné odolnosti polyuretanu. Vznikající plyny jsou zdraví škodlivé! Článek Alan Yates' Laboratory - Solderability of Enamelled Copper Wire.
| TŘÍDA | MAX. TEPLOTA [°C] | poznámka |
|---|---|---|
| Y | < 90 | neimpregnované |
| A | < 105 | impregnované |
| E | < 120 | |
| B | < 130 | |
| F | < 155 | |
| H | < 180 | |
| C | > 180 |
Elektrotechnické materiály I. Polyvinylchlorid (PVC) alias Igelit (měkčený), Novodur (tvrzený); Ep = 30 MV/m, tg δ = 3·10-2, εr = 3,5, maximální provozní teplota 70 °C.